-

箴拓自动化设备(上海)有限公司
主营:等离子粉末堆焊,等离子堆焊,自动化堆焊设备 - 18939866305

箴拓自动化设备(上海)有限公司
主营:等离子粉末堆焊,等离子堆焊,自动化堆焊设备 5
5
焊接机器人和变位机协调运动控制系统设技
作为焊接机器人和变位机的协调运动控制的解决方案,我们通常会将变位机和机器人作为一个整体,浙江伺服变位机*七轴,采用一个具有协调控制功能的控制系统来统一控制,这是一种行之有效的开发方法。然而,不少企业因为之前配置了大量焊接机器人,将原有的单机器人系统改造成具有与独立变位机协调运动的作业系统,浙江伺服变位机*七轴,就成为了企业的现实需求。因此前述的设计方法对于改造早期的封闭式单机器人应用系统并不适用,浙江伺服变位机*七轴,能否设计一种方法解决二者之间的协调问题,成为当今焊接机器人研究的热点。
自动焊技术具有效率高、质量稳定、对操作人员要求低的特点,在欧美发达国家得到了广泛应用。而在我国各类石油化工管道工程中,自动焊应用的比例相对较低,长输管道焊接目前主要以手工半自动焊为主。针对炼油化工装置的管道焊接,一些大的施工企业近年来尽管采用了工厂化管道预制技术,但自动焊的应用比例也只有40%左右。总体上看,我国的石油化工管道焊接仍以手工焊为主。
近年来,随着我国人口红利的逐渐消失,人工费用快速上长;同时,我国的建筑业也在从注重大规模、高速度和低成本的粗放发展模式向高质量和***益方向转型,因此,自动焊技术在石油化工工程建设领域中的应用受到越来越多的重视。
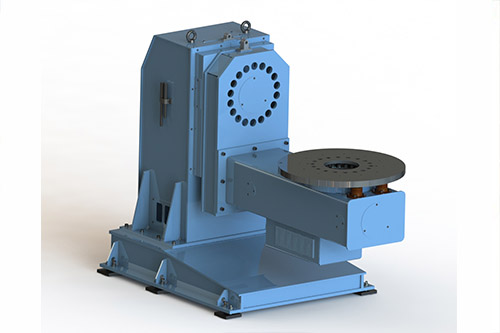
焊接变位机一般由工作台回转机构和反转机构组成,通过工作台的升降,翻转和回转使固定在工作台上的工件达到所需的焊接,装配角度,工作台回转为变频无极调速,可得道满意的焊接速度。
由于偏心距和重心距的原因,对工件较长和重心位置便宜较多的工件,应选择稍大一点的型号。标准型焊接变位机不能满足所有工件,选择时务请提供需加工工件的形状及重量,以及加工工艺。本公司会提供出合适的方案做参考。
自动焊将毫无争议地成为今后我国石油化工管道焊接的主要手段,为从事焊接设备、材料生产和焊接工程施工的企业带来新的机遇和挑战。投入充分、创新能力强的企业将在新的一轮竞争中获得优势,处于行业的良好地位。